

 微信咨詢
微信咨詢
在實際生產中,多數鍛件是鍛后接著熱裝爐進行正火回火處理。鍛后空冷的鍛件只能冷裝爐進行正火回火處理。正火后進行過冷的目的是為了降低鍛件的中心溫度,經適當保溫使溫度均勻,同時也能起到除氫的作用。過冷溫度因鋼種不同而不同,一般熱裝爐為350-400℃或400-450℃,冷裝爐為300-450℃。
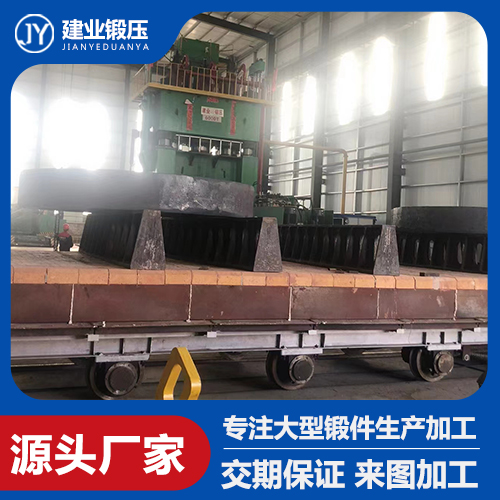
為避免高溫鍛件產生粗品,鍛造加工中還應注意高溫鍛件的粗晶,原材料及鍛造工藝過程中各個環(huán)節(jié)(包栝加熱、變形、模具、潤滑、操作等)均有關系,因此,建業(yè)鍛壓為保證鍛件質量穩(wěn)定,工藝編制要詳細、正確,執(zhí)行工藝要嚴格、準確。髙溫合金的重要鍛件,即使小量生產,也應采用模鍛。
鍛件的冷卻,應按鍛件工藝規(guī)程規(guī)定的冷卻方法進行。鍛后熱處理應按有關工藝文件進行。可以按生產廠的工藝規(guī)程進行,也可按使用廠提出的工藝要求執(zhí)行,但必須在簽定合同時注明。I、II類鍛件,必要時應提出工藝說明書,并應進行初始生產工藝、工裝的試驗,驗證合格后方可投入生產。I、II類鍛件應按鍛件圖號,建立質量檔案。
鍛件的切邊、沖孔、校正溫度應根據鍛件工藝規(guī)程的有關規(guī)定進行。鍛件表面應按如下的要求進行清理:表面清理應按工藝要求選用噴砂、拋丸、滾筒、酸洗或其他方法。清理后的鍛件表面質量應符合技術文件要求;鍛件表面缺陷允許清理,清理深度及深寬比按相應鍛件技術標準規(guī)定;采用酸洗清理時,酸洗溶液應按相應的技術文件進行定期化驗和更換。鍛件不允許酸洗過度。
工序檢驗,建業(yè)鍛壓每批鍛件必須進行“首件三檢”制度,檢驗合格后方可正式投產。生產中嚴格執(zhí)行自檢、互檢和專檢。
工序檢驗員應對生產現場進行巡回檢查,對鍛件加熱爐溫度的控制、鍛造操作情況進行監(jiān)控,并定期抽檢鍛件的外形尺寸及表面質量。鍛件(或坯料)經檢驗合格后,檢驗員應在工序卡或記錄卡上簽字后方可轉入下道工序。
鍛壓")

 備案號:
備案號: