

 微信咨詢
微信咨詢
三種鍛件的熱處理工藝分別是不完全退火、完全退火和等溫退火。
不完全退火是將鋼加熱到一定溫度,短時間保溫后緩慢冷卻的熱處理工藝。目的是以得到球狀珠光體及球狀碳化物組織,降低硬度,改善切削加工性能。主要用于工具鋼,軸承鋼冷模鋼。山西建業鍛壓
完全退火(通常叫退火)是將亞共析鋼加熱到30~50℃,保溫使之完全奧氏體化,且成分基本均勻后,隨爐冷,砂中或耐火土粉中緩慢冷至600℃左右出爐空冷。以得到平衡狀態的組織。
目的是為了消除鍛造鍛件的應力,降低硬度,提高塑性,改善切削性能;消除粗大的晶粒,改善組織,為以后零件熱處理作好組織準備。一般用于亞共析鋼,如5CrMnMo等。
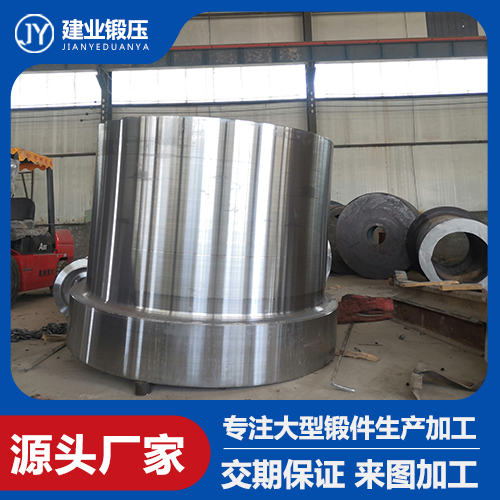
鍛造廠會根據生產鍛件所需形狀的不同使用不同的加工方法。其他加工鍛件的方法也多種多樣。雖然這些方法的加工原理不同但還是有許多共同之處,不同點是加工鍛件時切削運動形式不同,但由于各類加工的機床和所使用的刀具不同,所以它們又有各自的工藝特點及應用范圍。
車削加工是鍛件旋轉作主運動,車刀作進給運動的切削加工方法。鍛造廠車削加工的主運動為鍛件旋轉運動,特別適用于加工回轉面的鍛件、軸類鍛件等,是刀具直線移動為進給運動。
磨削加工是磨具以較高的線速度旋轉,鍛造廠對鍛件表面進行加工的方法。山西建業鍛壓通常把使用磨具進行加工稱為磨床。磨削過程中,磨砂輪的自銳作用是其他切削刀具所沒有的一般刀具的切削刃。
鏜削加工是鏜刀旋轉作主運動,是鍛件或鏜刀作進給運動的切削加工方法。鏜削加工主要在銑鏜床、鏜床上進行。鏜孔是對鍛件鉆孔的進一步加工,鏜孔可擴大孔徑,提高精度,減小表面粗糙度,還可以較好地糾正原來孔軸線的偏斜。鏜孔可以分為粗鏜、半精鏜和精鏜。


 備案號:
備案號: